We use cookies to enhance your browsing experience, serve personalized ads or content, and analyze our traffic. By clicking "Accept All", you consent to our use of cookies.
Optical Sapphire Quality: Managing Bubbles, Scattering, and Internal Stress
To the naked eye, the sapphire window looks absolutely flawless. But the moment you power up your high-wattage laser, the crystal catastrophically shatters. Why does this happen?
For optical engineers and laser equipment researchers, visual transparency is only the baseline. When designing high-power optical sapphire windows, precision lenses, or military-grade targeting optics, the true battleground lies at the microscopic and lattice levels. Internal structural anomalies act as microscopic heat sinks, absorbing laser energy until the crystal fractures.
In this guide, we will explore the internal defects that dictate optical quality and how strict inspection protocols can safeguard your Laser Induced Damage Threshold (LIDT).
Before worrying about lasers, the crystal must transmit light. Occasionally, a sapphire boule will emerge from the furnace lacking its signature glass-like clarity.
What is Devitrification? Devitrification in sapphire occurs when the crystal loses its transparency, often taking on a dark, cloudy, or opaque appearance.
The Root Cause: This is fundamentally a thermodynamic failure. If the crystal growth rate is pushed too fast, the alumina (Al2O3) atoms do not have sufficient time to arrange themselves into a perfectly ordered hexagonal lattice. This rapid, disordered crystallization leads to localized structural chaos, permanently destroying the material’s optical transmission properties.
2. Bulk Defects and Optical Path Interference: Bubbles vs. Hollows
Even if the crystal grows transparently, the dynamics at the solid-liquid interface inside the crucible can trap devastating internal voids. While they might look similar under a microscope, bubbles and hollows have different origins.
Bubbles
The Mechanics: Bubbles are gaseous inclusions. During the melting phase, if the melt convection is turbulent or unstable, it fails to sweep dissolved gases away from the crystallization interface. A fast growth rate will permanently lock these spherical gas pockets into the solid crystal matrix. They can appear as isolated spheres or dense, misty clusters.
Hollows
The Mechanics: Unlike gas-filled bubbles, hollows are often larger, irregular vacuum cavities. They form when the solid-liquid interface becomes concave rather than convex, or when the liquid melt undergoes severe volume contraction as it solidifies, essentially “tearing” a void inside the boule.
The Optical Impact: Both defects cause severe refraction and scatter the optical path, making them strictly prohibited in precision imaging applications.
3. The Tyndall Effect and Laser Induced Damage Threshold (LIDT)
For high-power laser applications, light scattering particles are the ultimate enemy.
The Mechanics: During the delicate growth process, external perturbations—such as mechanical vibrations in the facility or sudden thermal fluctuations—can cause microscopic, insoluble solid particles (impurities) to fall near the growth interface and embed themselves into the crystal lattice.
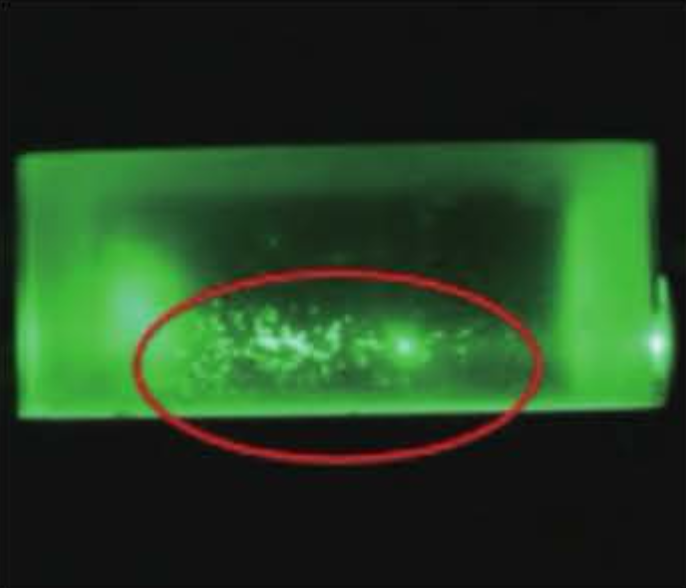
The Tyndall Effect: These particles are often invisible under standard lighting. However, when an inspection beam (commonly a high-intensity green laser) is passed through the crystal, these impurities scatter the light brilliantly, appearing as floating “stars” within the material.
The LIDT Disaster: In a high-power laser window, these light scattering particles act as fatal absorption centers. Instead of letting the photon energy pass through, the particle absorbs the laser heat. The rapid localized thermal expansion shatters the surrounding lattice, causing the window to explode.
4. The Source of Optical Distortion: Internal Stress
A sapphire window can be completely free of bubbles and particles, yet still ruin a laser beam profile. The culprit here is sapphire internal stress.
Decoding Sapphire Polariscopic Inspection
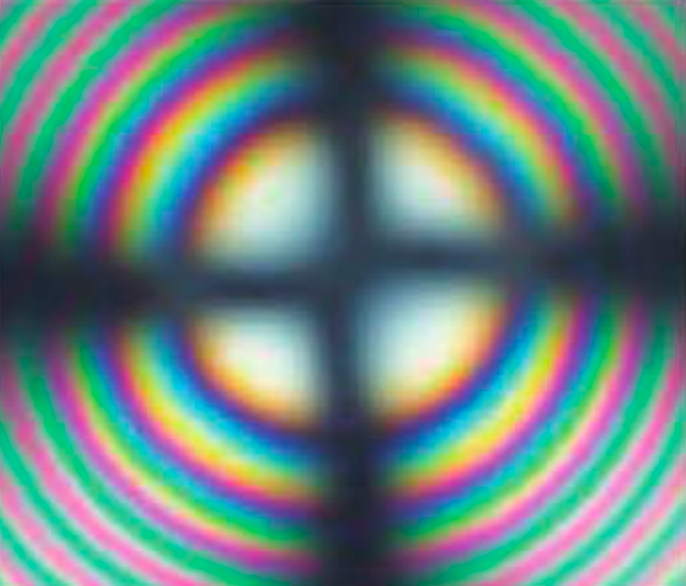
To detect stress, engineers use a polariscope. When viewing a perfect C-plane sapphire crystal under polarized light, you will see a flawless optical axis figure: a sharp, symmetrical “cross and concentric circles” (isogyres and isochromatic fringes).
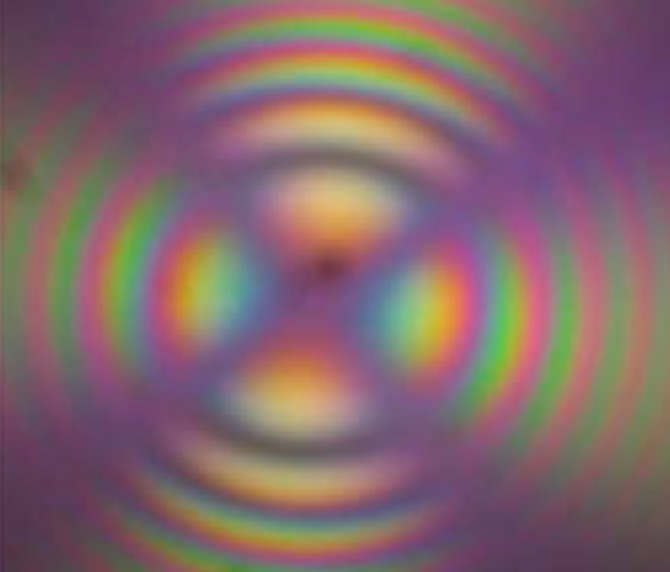
When Stress Occurs: If the crystal suffers from an uneven thermal gradient during cooling, or if mosaic structures (sub-grain boundaries) form during growth, residual thermal and mosaic stress becomes locked inside the crystal.
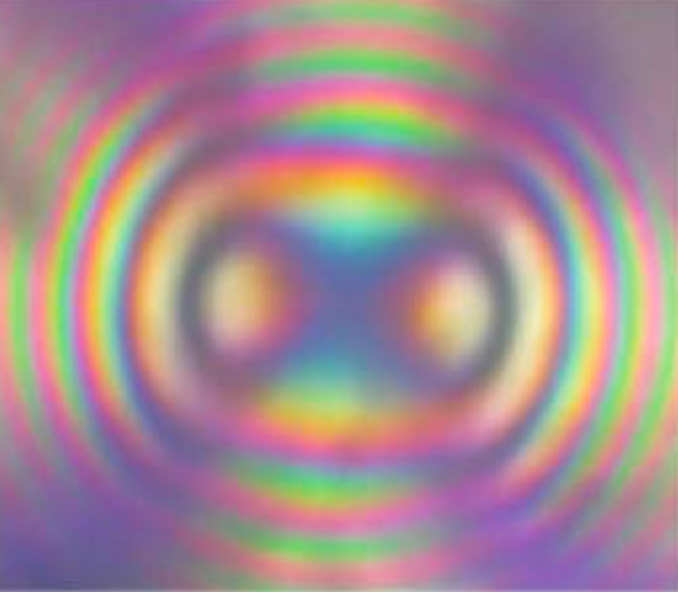
The Optical Consequence: Under sapphire polariscopic inspection, a highly stressed crystal will display a distorted, twisted, or completely broken cross pattern. In active applications, this stress causes unpredictable birefringence (double refraction). A circular laser beam passing through a stressed sapphire window will become distorted, astigmatic, and lose its focus.
Slight stress on sapphire wafers
Slight stress on sapphire wafers
Moderate stress on sapphire wafers
Moderate stress on sapphire wafers
High stress on sapphire wafers
Severe stress on sapphire wafers
Secure Your Laser Optics with Premium Sapphire
You cannot fix ingot defects through polishing. To guarantee the performance of your laser systems, you must start with structurally perfect raw materials.
Our optical sapphire windows and custom blanks are grown under strict, multi-zone thermal control. Every single piece undergoes rigorous polariscopic inspection and green laser scattering tests to guarantee ultra-low sapphire internal stress and zero bulk inclusions.
Sapphire Crystal Defects & Processing Technical Series
Rooted in authoritative semiconductor materials standards, this series provides cross-border technical insights. Encountering yields bottlenecks in crystal growth, slicing, CMP polishing, or epitaxy? Contact our technical team today. We continuously answer your inquiries and update this expert atlas.